ER70S-6 welding wire is presented as a reliable choice for mild steel work, offering consistent chemistry and good deoxidation from higher manganese and silicon levels. It runs well at .035″ diameter, deposits smoothly with low spatter, and pairs with 100% CO2 or CO2/Ar mixes; recommended settings: 20–32 V, 200–300 IPM depending on joint and thickness. Key considerations: wire feed speed, contact tip-to-work distance, and multi-pass technique. Want setup tips and application examples?
Key Takeaways
- ER70S-6 .035″ wire delivers consistent, smooth beads with low spatter and reliable fusion for mild steel welding.
- Works well with 100% CO2 or CO2/argon mixes, making it effective for outdoor and draft-prone jobs.
- Optimal settings typically range 18–22 V and 200–260 ipm, with travel speeds around 15–25 inches/min.
- Higher manganese and silicon improve deoxidation and strength, supporting single- or multi-pass structural welding.
- Maintain proper nozzle-to-work distance (3/8″–1/2″), correct drive roll tension, and clean storage for best performance.
Specifications and Composition
When choosing ER70S-6, the buyer should note its precise specifications and chemical makeup for predictable weld performance.
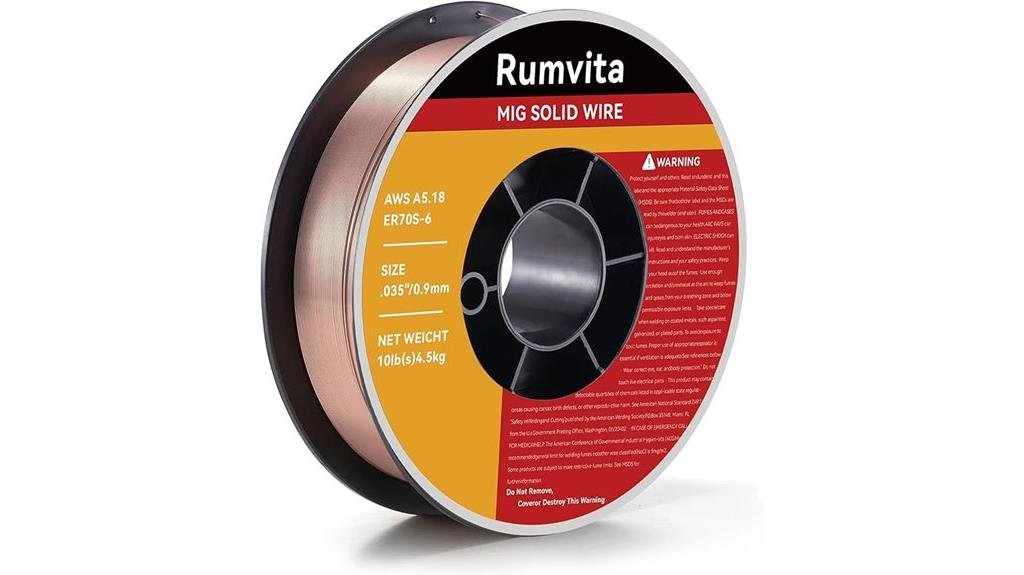
The reviewer explains composition analysis and wire characteristics: copper-coated mild steel, .035″ (0.9 mm) diameter, 10 lb (4.5 kg) spool, AWS A5.18 ER70S-6.
What are key elements? Higher manganese and silicon levels enhance deoxidation and strength.
Practical considerations: suited to single or multi-pass welding, compatible with 100% CO2 or CO2/Argon mixes, outdoor use in drafts.
Questions? Check gas choice, drive roll tension, and storage to prevent contamination.
Clear specs enable informed, liberated choices.
Performance and Welding Results
Performance with the ER70S-6 wire shows consistent, usable results for both tack and fill passes, producing smooth beads with low spatter and good fusion when set up correctly.
Performance with ER70S-6 delivers smooth, low-spatter beads and reliable fusion for both tack and fill passes.
The reviewer notes enhanced welding efficiency, faster deposition rates at .035″ diameter, a typical travel speed of 15–25 inches/min, and reduced cleanup.
Bead appearance is uniform, convex to slightly flat, with minimal undercut when current is controlled.
Questions? What settings worked best: 18–22 V, 200–260 ipm on common MIG guns.
Practical considerations: use 100% CO2 or 75/25 Ar/CO2, maintain clean joint fit-up, and monitor wire feed tension.
Recommended Applications and Best Practices
Because ER70S-6 combines higher manganese and silicon with a copper coating, it is particularly well-suited for structural and general-purpose mild steel work where reliable fusion and fast deposition are priorities.
Recommended applications: outdoor welding, repairs, farm equipment, structural frames, and fabrication.
Best practices: use .035″ (0.9 mm) wire, 10 lbs (4.5 kg) spool, set voltage/amperage per manufacturer chart, maintain 3/8″–1/2″ nozzle-to-work distance.
Question: which shielding gas?
Answer: 100% CO2 or a CO2/Argon mix for cleaner arc, minimal spatter.
Prep edges, control travel speed, and verify interpass temperature for multi-pass welds.
Frequently Asked Questions
Is This Wire Suitable for Robotic or Mechanized Welding Systems?
Yes; it fits robotic applications and delivers mechanized efficiency. The wire’s consistent feed, low splatter, and reliable bead allow liberated craftsmen to automate repeatable welds confidently, maximizing productivity while minimizing cleanup and intervention.
What Spool Dimensions Fit Most MIG Machines?
Most MIG machines accept 4″ and 8″ spool sizes; larger 10″ reels demand adapters but guarantee MIG compatibility. Embracing freedom, the user overcomes fit worries and confidently chooses the spool sizes matching their drive system.
How Long Is the Shelf Life if Stored Unopened?
Unopened shelf life typically exceeds five years when storage conditions remain dry, cool, and sealed; the wire stays usable, empowering users to weld freely without constraint, provided humidity and corrosive exposure are strictly avoided.
Is the Copper Coating Lead-Free and Rohs Compliant?
Yes — the copper coating is lead free. The statement empowers users seeking safety and freedom: liberated welders can rely on non-lead copper coating, though verifying RoHS certification from the supplier guarantees full regulatory compliance and record freedom.
Are There Recommended Wire Feed Speed Settings for 0.035?
Recommended wire feed speed settings for .035 typically range 200–400 inches/min; the guide encourages users to adjust wire feed and speed settings for freedom to craft, balancing voltage, travel speed, and joint fit for ideal liberation.
Conclusion
The ER70S-6 wire proves dependable for mild steel work, offering .035″ diameter, higher manganese and silicon for deoxidation, and smooth, low-spatter beads with 100% CO2 or CO2/Ar mixes. It deposits efficiently across single and multi-pass welds, yielding good fusion and strength when run at proper voltage and wire feed settings. Who should use it? Structural fabricators, repair techs, and outdoor welders. Consider shielding gas, travel speed, and joint prep—think of this wire as a reliable workhorse in the shop.


